為什麼擠出頭的喉管需要散熱??
转自http://diy3dprint.blogspot.tw/2014/01/blog-post.html

從 J-Head 鐵氟龍管中清理出來,倒流之後黏在鐵氟龍管內側的塑料。這就是擠出頭卡住的元兇。
大家裝機器的心情,都相當興奮,恨不得可以趕快開始列印。幾乎所有的同好,都會在還沒裝喉管散熱風扇之前,就急著開始列印。運氣好的可以印個小方盒什麼的沒問題,運氣不好的就是擠料完全擠不動,然後墮入清噴頭地獄。為什麼擠出機構會需要散熱呢?不是把塑料熔化後,軟軟得,就能擠出了嗎??很可惜,事與願違。擠出機構的喉管,一定要有良好的散熱,才能保證順利不斷得擠料。
RepRap SpoolHead 部落格上的這張圖片,可以很清楚得解釋為什麼喉管需要散熱。
解決的辦法是讓侯管散熱。加熱頭以外的部分,盡量散熱。例如圖中 Heat sink (散熱片)的位置,盡量散熱,讓溫度低到能夠使倒流的塑料凝固,達到阻止倒流的目的。凝固的部分雖然也會增加摩擦力,但是範圍控制得夠小,摩擦力增加的幅度就會受到控制。

E3D 拆解照片
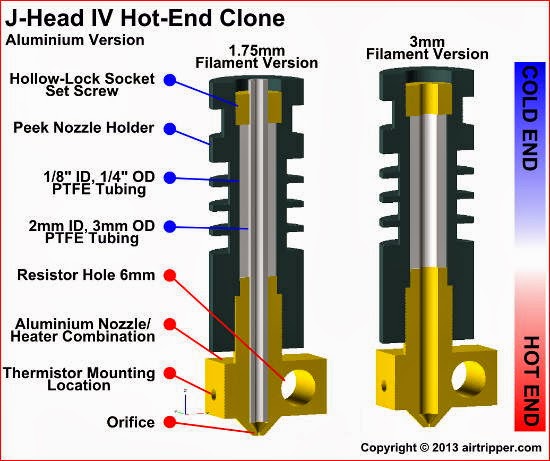
1.75mm塑料的 J-Head ,設計比較特別,喉管中心使用鐵氟龍管套住塑料,一路從尾端貫穿到擠出孔。鐵氟龍管本身散熱效果並不好,塑料會倒流的距離應該滿長的。照理說磨擦力應該會很大,但是鐵弗龍的特性就是很光滑,表面磨擦力很小,所以仍然能夠擠出塑料。但是良好的散熱,還是可以幫助 J-Head 擠料順暢些。如果都不為 J-Head 做散熱,雖仍然有機會能夠順利擠料,但是如果整隻黑色PEEK管溫度漸漸升高,是有可能會把 PLA 列印的J-Head 支架加熱到軟化變型。這樣 J-Head 就會歪斜、晃動,也不好。總之散熱風扇還是不能省的。

ATOM早期版本的 J-Head散熱機構
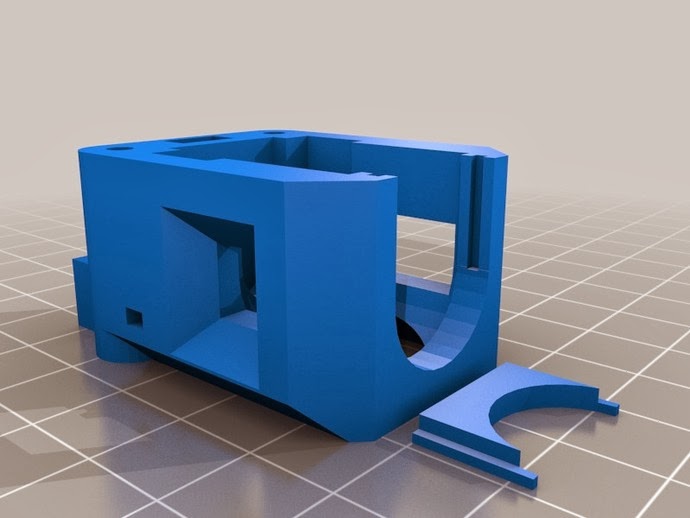
Simon 設計的風扇架,可以直接扣住J-Head,相當實用。J-Head吹風,才能保證長時間列印不出問題。
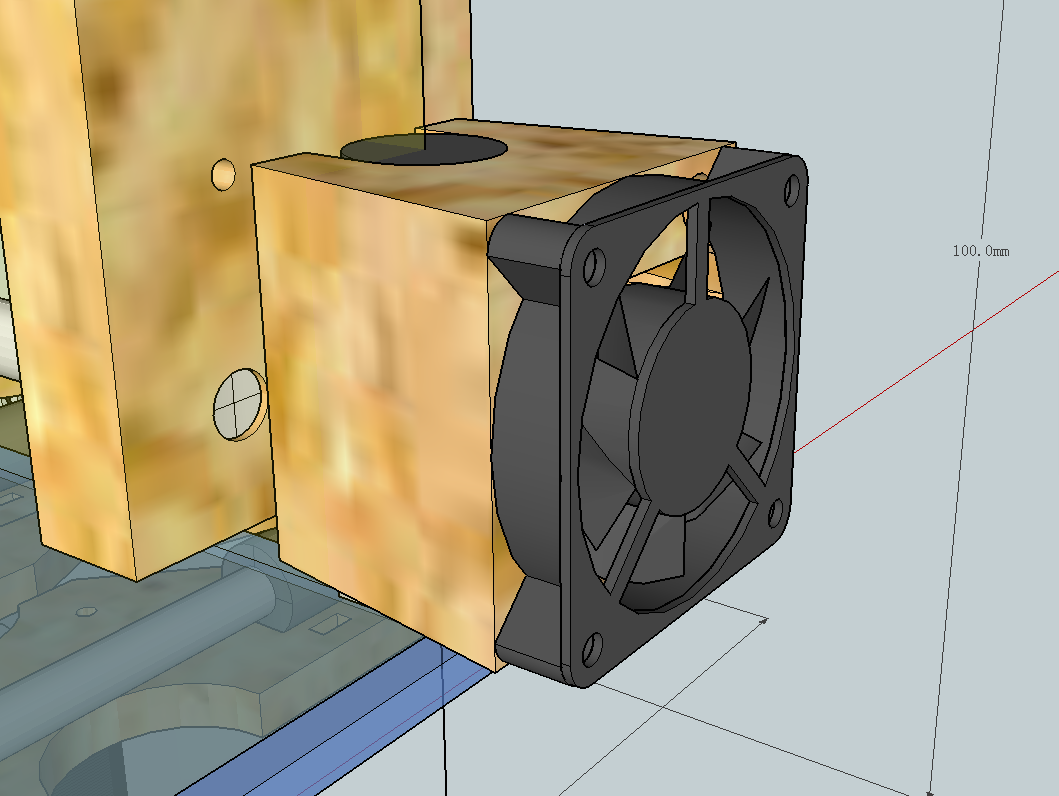
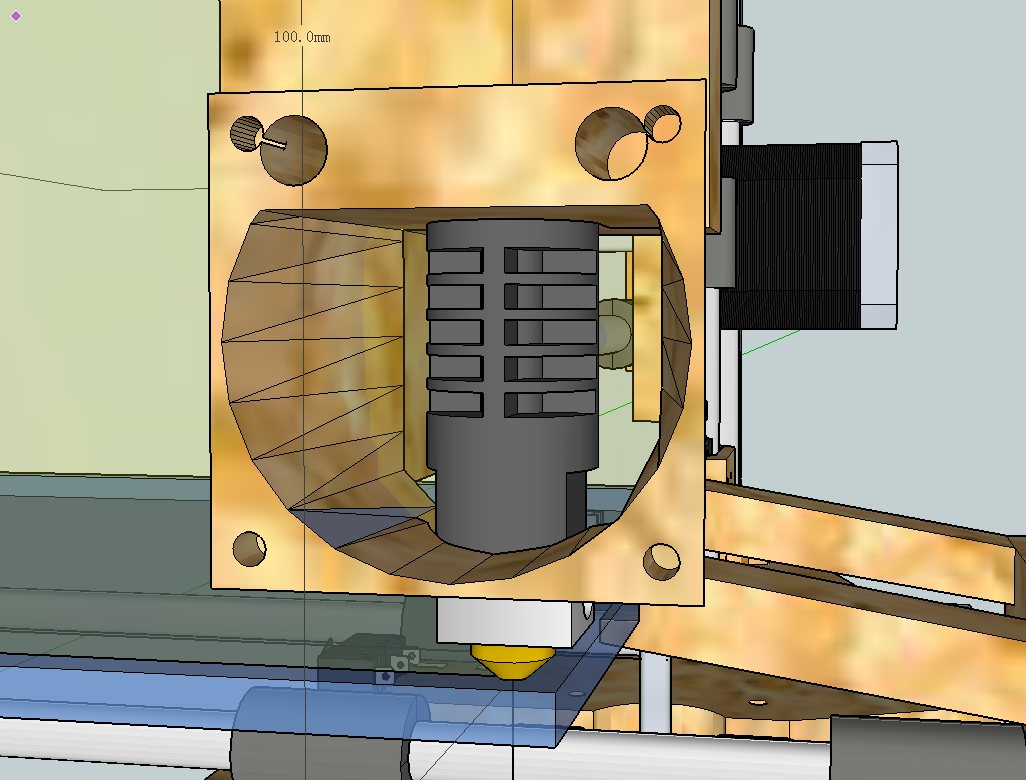
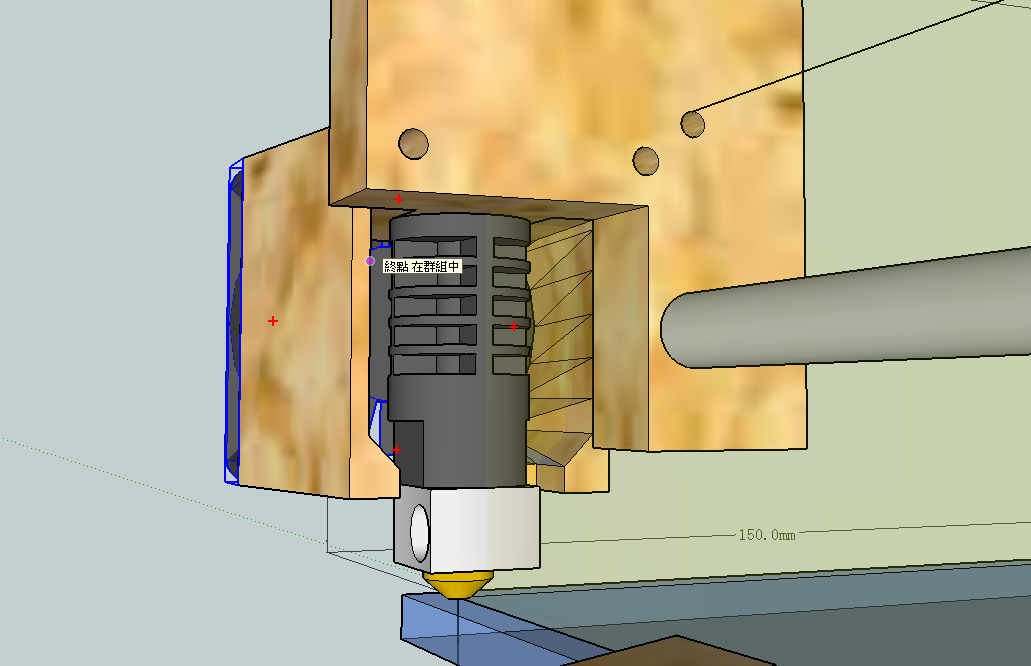
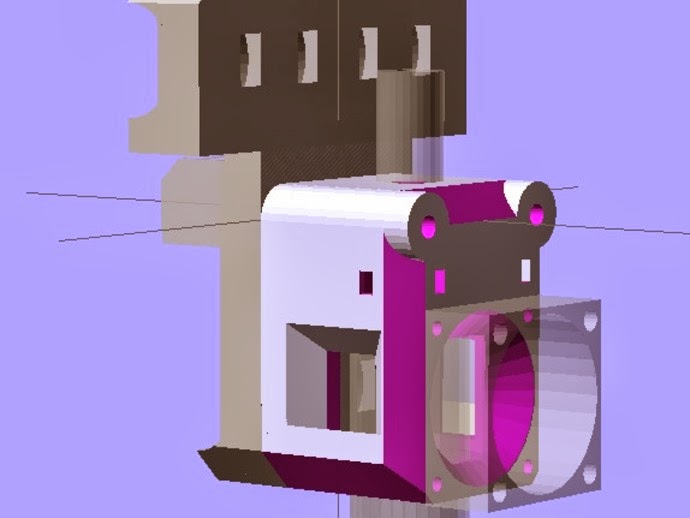
設計中的 CraneRAP,有專門為 J-Head 設計散熱風扇罩。
設計中的 CraneRAP,有專門為 J-Head 設計散熱風扇罩。結合了 J-Head夾具、風扇架,以及集中風力用的風扇罩。期望能夠讓 J-Head 長時間順利得擠料。
3D列印較大型的物件,動輒需要十幾個小時。如果擠出頭印了十個小時之後發生阻塞不通,那之前辛苦列印十小時的工件就要毀於一旦了!!(不是毀於"一夕之間",是"一旦"。擠出頭都會挑太陽剛起來,但是你還沒睡醒的時候罷工!!)長時間列印最怕機器不穩定,尤其是快印完之前,會非常擔心機器的狀況。擠出頭喉管散熱是相當關鍵的一個環節,能夠減少列印失敗的機率。千萬要耐心得把喉管散熱風扇安裝好阿!!!!希望不要再有人來問我為什麼擠不出料、j-head怎麼會卡住了~~
同事的機器一直印不順,吐料不順。把貼在黑色PEEK上的耐熱膠帶去除之後,說就能夠順利列印了。早就說要拆掉,一直不信邪,今天終於乖乖拆掉耐熱膠帶,然後就能順利印。
