1. 概述
使用Xbar控制图可以在子组中拥有连续数据的情况下监视过程的均值。使用此控制图可以监视过程在一段时间内的稳定性,以便可以标识和更正过程中的不稳定性。
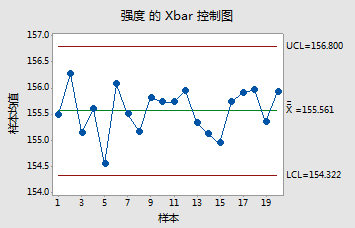
例如:塑料制造商想确定新塑料产品的生产过程是否受控制。分析员抽样20小时,每小时5个部件作为一个子组,并评估塑料的强度。
注意:过程变异必须受控制,才能使用Xbar控制图评估过程中心,这是因为Xbar控制图的控制限是使用子组内变异计算的。如果过程变异不受控制,则Xbar控制图的控制限不可靠,Minitab可能会生成错误的失控信号。使用R控制图或S控制图可评估过程变异是否受控制。
什么情况下使用备择控制图?
如果没有子组,使用单值控制图。
如果数据中有缺陷品数或缺陷数,使用属性控制图,如P控制图或U控制图。
2. Xbar控制图的数据注意事项
1. 数据应当是连续的
如果数据中有缺陷品数或缺陷数,使用属性控制图,如P控制图或U控制图。
2. 数据应当采用时间顺序
由于控制图检测会随时间发生的变化,因此数据顺序非常重要。应当按照数据的收集顺序来输入数据。
3. 应当按照适当的时间间隔收集数据
按照均匀的时间间隔收集数据,如每小时一次,每班次一次或每天一次。选择一个时间间隔,该时间间隔应当满足够短,以便可以在发生过程更改之后立即识别此更改。
4. 数据应当位于合理的子组中
合理子组是相似项的小样本,这些项是短时间内在相同条件下生成的,是过程的输出代表。如果子组不是合理的子组,则估计的控制限可能太宽。
如果没有子组,请使用单值控制图。
5. 收集相应的数据量
相应的数据量取决于子组大小。
如果子组大小小于或等于2,则至少收集100个观测值。
如果子组大小为3,则至少收集80个观测值,
如果子组大小为4或5,则至少收集70个观测值。
如果子组大小为6或更大,则至少收集60个观测值。
如果你具有观测值数小于推荐的观测值数,任然可以使用控制图,但获得的是初步结果,因为控制限可能不精确。如果经常使用控制图,请在收集所推荐数量的观测值之后重新评估标准差和控制限。
6. 过程变异应该稳定
如果过程变异不稳定,则控制限可能无法充分反映过程的控制状态。
7. 数据不必是正太分布
虽然变量数据的大多数控制图在形式上基于正太性假设,如果收集子组中的数据,仍然可以使用非正太数据得到好的结果。所需子组的大小取决于数据的非正太性。
8. 每个子组内的观测值不应当相互关联
如果每个子组中的连续数据点是相关的,控制限的范围过窄,而且控制图可能将会错误地将一些受控点显示为失控点。
3. Xbar控制图示例
一家罐头制造公司的质量工程师想评估灌装过程是否受控制。该工程师每小时收集一个包含10个罐头的子组。为使子组内的变异最小化,工程师在短时间内收集了给定子组的罐头。