SMT回流焊的温度曲线(Reflow Profile)说明与注意事项
电子产业之所以能发展迅速,表面贴焊技术(SMT, Surface Mount Technology)的发明具有极大程度的贡献。而回焊又是表面贴焊技术中最重要的技术之一。下面给大家介绍下回焊的一些技术与温度设定的问题。
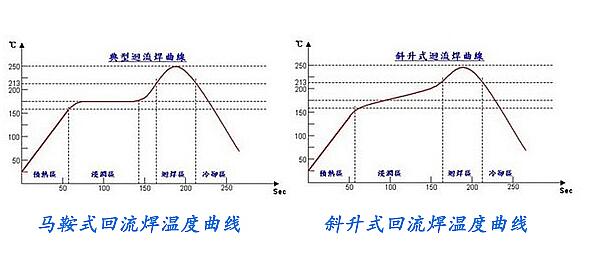
电路板组装的回流焊温度曲线共包括了预热、吸热、回焊和冷却等四个大区块
预热区
预热区通常是指由温度由常温升高至150°C左右的区域﹐在这个区域﹐温度缓升(又称一次升温)以利锡膏中的部分溶剂及水气能够及时挥发﹐电子零件(特别是BGA、IO连接器零件)缓缓升温﹐为适应后面的高温作准备
吸热区
在这段几近恒温区的温度通常维持在150±10°
C的区域﹐斜升式的温度通常落在150~190°C之间,此时锡膏正处于融化前夕﹐焊膏中的挥发物会进一步被去除﹐活化剂开始启动﹐并有效的去除焊接表面的氧化物﹐PCB表面温度受热风对流的影响﹐让不同大小、质地不同的零组件温度能保持均匀温度。此区域的温度如果升温太快,锡膏中的松香(助焊剂)就会迅速膨胀挥发,正常情况下,松香应该会慢慢从锡膏间的缝隙逸散,当松香挥发的速度过快时,就会发生气孔、炸锡、锡珠等品质问题
回焊区
回焊区是整段回焊温度最高的区域﹐通常也叫做「液态保持时间,必须注意,温度不可超过PCB板上任何温度敏感元件的最高温度和加热速率承受能力。
回焊的峰值温度,通常取决于焊料的熔点温度及组装零件所能承受的温度。一般的峰值温度应该比锡膏的正常熔点温度要高出约25~30°C,才能顺利的完成焊接作业。如果低于此温度,则极有可能会造成冷焊与润湿不良的缺点
冷却区
在回焊区之后,产品冷却,固化焊点,将为后面装配的工序准备。控制冷却速度也是关键的,冷却太快可能损坏装配,冷却太慢将增加TAL,可能造成脆弱的焊点。
冷却区应迅速降温使焊料凝固,迅速冷却也可以得到较细的合晶结构,提高焊点的强度,使焊点光亮,表面连续并呈弯月面状,但缺点就是较容易生成孔洞,因为有些气体来不及散去。