激光三角测量法,是工业视觉领域较为常用也是比较容易理解的一种3D检测算法。本文主要从应用层次来阐述,包括相机和激光选型、搭接方式的优劣点分析、软件开发过程中的注意事项等。
1、原理及演示
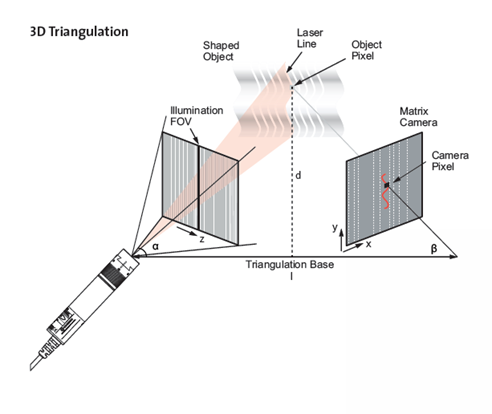
将一条单线细激光光线投射到物体表面,由于物体表面高度发生变化,使得激光线发生了弯曲,根据这个线的变形,可以计算出精确的物体表面三维轮廓。如下图所示,基本组成结构有:1) 2D/3D相机 2)线激光 3)镜头 4)固定架和安装方法。


2、特点
1)可以同时获得X,Z向坐标
2)相机与被测物之间必须有相对运行
3)主要用于在线3D测量
4)适合近距离、高精度、高速测量
3、关键参数
3.1相机的选择
相机可以选择普通面阵相机或3D相机,均可以得到3D图像或者点云数据。使用普通面阵相机,需要自己提取轮廓线,并通过标定来重建深度图像,Halcon里面有现成的例程进行实现。如果对行频要求不高、Z向精度要求不高的场合,完全可以使用高速面阵相机来实现。
我近期所做项目,对行频和精度要求偏高,所以还是选取的3D相机的方案。德国的SICK、AT相机是工业检测应用中用的比较多的两款3D相机了,最高行频都可以做到几十KHZ,以AT相机为例,具体参数如下:
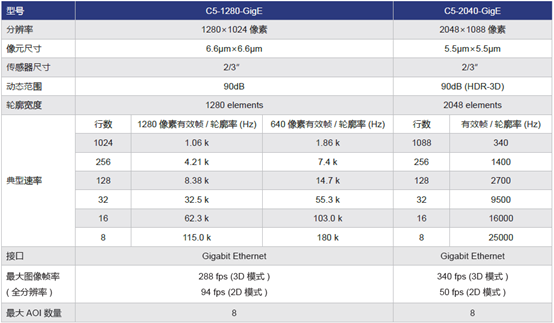
行频的大小除了和行数有关,也跟设置的ROI的宽度(像素点数)、曝光时间均有直接的关系。
3.2线激光的选择
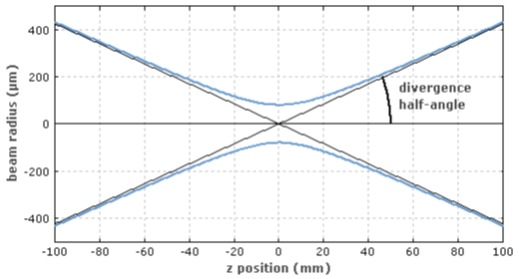
线激光的评价参数有很多,如均匀性、点稳定性、准直度、瞄准线、功率稳定性。激光器自身的参数有:扇角、功率、景深等。实际项目选型中,最常用的参数有:
- 扇角:扇角越大,同样工作距离对应的激光线越长。
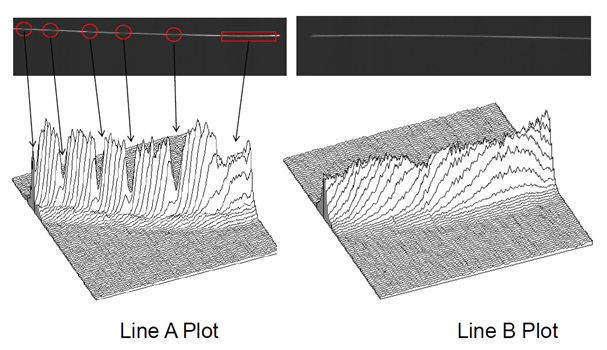
- 功率:功率越高,激光的强度越大(肉眼看越亮)。对于黑色不反光材质,要选择功率大一点的激光。功率的稳定性也会影响测量的灵敏性,较差的功率稳定性,将不能使用固定的阈值方法,对于较低对比度的物体测量变得困难
- 均匀性:不好的均匀性会降低分辨率和精度
经过对多个不同品牌激光的测试,德国的ZLaser激光是性价比较高的一款激光,多种型号可以满足不同场合的应用。
3.3搭接方式的选择
1)标准安装:激光垂直材料平面,相机与激光呈α角度
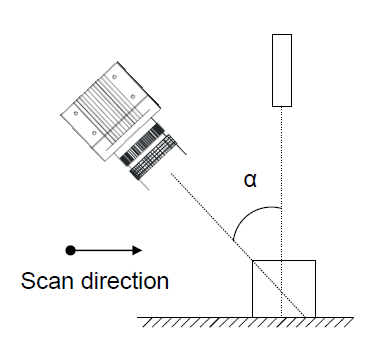
适应场合:大多数场合均适用
优点:轮廓上的点都有相同的Y坐标,标定简单
缺点:存在盲区
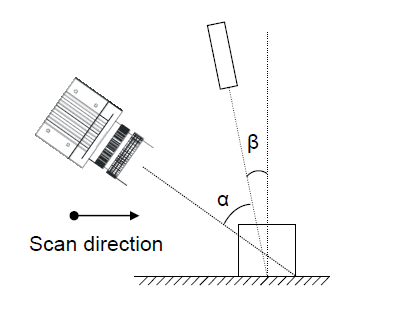
2)反向安装:相机垂直材料平面,激光与相机呈α角度

适用场合:平面物体
优点:可增加高度分辨率
缺点:轮廓上的点的Y坐标不相同,标定复杂
3)发射式安装或明场安装方式

适用场合:适用于返光不强的平面物体。由于直接反射,可增加物体的返光亮度(对于某些材质,可能是缺点)。
优点:大大增加高度分辨率
缺点:标定复杂
4)暗场安装方式
适用场合:返光较强的平面物体。
优点:可减少直接光的反射
缺点:会降低高度分辨率,标定复杂
3.4测量角的选择
较大的测量角,可以带来更高的Z方向分辨率,同时也会导致更大的盲区。所以需要根据实际项目情况进行权衡。

例如:5mm高物体,,盲区为4.2mm
4、实际应用
4.1应用举例

需要已知如下信息:
- 物体大小(长、宽、高)
- X,Y,Z方向精度要求
- 扫描速度
- 应用类型
- 材质
举个例子,需要测量的物体大小为80*50*5(长*宽*高),X向精度0.3mm,Y向精度0.3mm, 扫描速度为2m/s,那么需要的X向分辨率不高于0.1mm/pixel,Y向分辨率不高于0.1mm/pixel。
1) 相机选择
需要选择的像素点数不低于80/0.1=800;对应的行频不低于2000/0.1=20KHZ。
相机能达到的最大行频,取决于ROI有效区域的大小、曝光时间和轮廓提取算法等。而ROI有效区域的大小又取决于材料的厚度范围,曝光时间一部分取决于材料的材质(有的材料比如橡胶轮胎为黑色吸光的材质,在同等光源亮度情况下,需要的曝光时间要高一些)
2)镜头选择
这个跟2D一致。主要取决于现场安装的工作距离,焦距越大工作距离越远
3)搭接方式
如上所述,各有利弊,可以从标定的难易程度、检测精度、平面物体的材质等多个因素考虑选择哪种方式
4.2采图
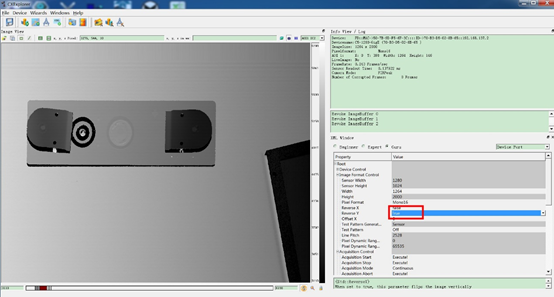
当相机和激光角度固定时,相机安装方向的不同会导致灰度极性的不同(即高度越高的物体,对应的灰度值越亮还是越暗)。简单总结:相机自身安装是有方向的,若激光在相机的正方向的上面,则高度越高的物体,对应的灰度值越低;否则对应的灰度值越高。
基于此,如果想改变灰度极性,在不更改相机安装方向的情况下,可以通过设置ReverseY参数来更改。

4.3标定
标定的目的:获得相机内外参数、以及激光光平面的方向。进而可以计算出物体X和Z向的物理单位大小。3D相机一般集成了现成的标定模块,所以标定起来比较容易,经常用的标定方法为:锯齿形标定板

通过在运动方向上移动标定块,调用相机自身的标定算法,来实现对3D相机的标定。